

以下是:<坤禹水利机械有限公司>弧形铸铁闸门生产源头实体厂商的产品参数
产品参数 产品价格 4000元/台 发货期限 3天内发货 供货总量 500 运费说明 按距离 最小起订 1 是否厂家 是 加工定制 是 处理污水量 7000m3/h 空气量 2m3/min 流量计规格 3m3/h 进水管口径 900mm 曝气机功率 1kw 臭氧用量 3g/h 水泵功率 11kw 外形尺寸 9cm 出水管口径 400mm <坤禹水利机械有限公司>弧形铸铁闸门生产源头实体厂商,海东坤禹水利机械有限公司为您提供<坤禹水利机械有限公司>弧形铸铁闸门生产源头实体厂商,联系人:张先生,电话:13785833688、13785833688,QQ:,请联系海东坤禹水利机械有限公司,发货地:发货到海东。 青海省,海东市 2013年2月,撤销海东地区,设立地级海东市。海东历史源远流长,在漫长的历史演进中,河湟地区由“逐水草而居”的原始游牧状态进入较发达的农耕文明。河湟各族人民在这片土地上共同开发建设,创造了灿烂的历史文化。海东是全省综合交通枢纽地区,是内地进入青藏的咽喉要地,是青藏高原的东部出省通道。西宁机场坐落在市区内,青藏铁路、兰新高铁、109国道和京藏高速公路横贯全境。海东是河湟文化的发祥地,是“唐蕃古道”和“古丝绸南路”必经之地,孟达天池被誉为青藏高原的“西双版纳”,北山森林公园被称为青藏高原上的“绿宝石”。2016年,海东市被列为第三批国家新型城镇化综合试点地区。
为了让您更好地了解<坤禹水利机械有限公司>弧形铸铁闸门生产源头实体厂商产品的优势和特点,我们特意制作了产品视频。请您在空闲时间观看,相信会给您带来一份全新的体验和感受。以下是:<坤禹水利机械有限公司>弧形铸铁闸门生产源头实体厂商的图文介绍坤禹水利机械有限公司海东螺杆式启闭机供应厂家规格多样品质过关现货直发库存充足海东螺杆式启闭机的详细介绍
支持定制工艺精湛
【学员问题】围涂工程节制闸项目施工砼振捣要点?
【解答】①根据构件的具体情况,振捣前应详细交待操作要点,组织专人分段负责;
②混凝土入仓后稍作平整即可进行振捣,每层砼未振实前,不得加添新砼;
③边角部位应加强人工插捣和机械振捣;
④用Φ50振捣器振捣时,其间距一般为30cm,振至砼表面泛浆不再继续下沉,表面不再有汽泡和水分析出为止;
⑤插入式振捣器拔出时,不可太快、太猛,以免留下孔迹和空洞;@
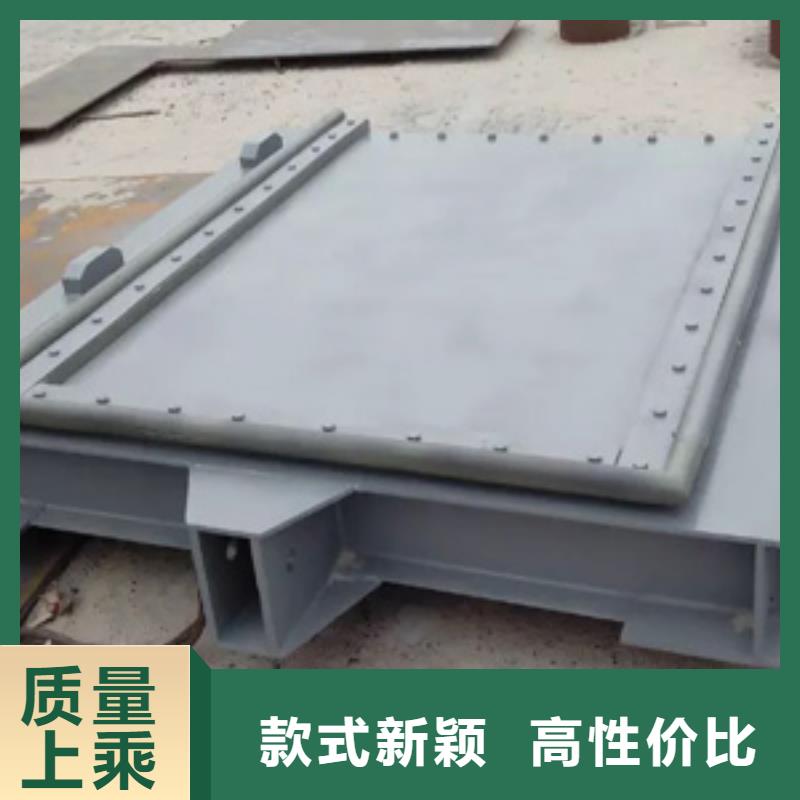
钢闸门制造工序 1、闸门制作 闸门制造及组装方案根据工程技术文件及图纸所示 ① 施工前,按施工详图和技术规范要求,编制好制造工序流程 ②闸门制造工序流程如图 放样 → 划料 → 面板拼接 → 顶底梁位置固定 → 一边梁固定 → 主梁下翼板腹板固定 → 另一边梁固定 → 主梁上翼板固定 → B—B剖面纵梁
点焊 → C—C剖面纵梁
点焊 → 次横梁固定 → 吊座焊接 → 加强
点焊 → 背格对称焊接 → 闸门分块翻身 → 面板及背格全方位焊接 2、闸门制作工序流程 ⑴、原材料 ①、按施工图纸所标注的材料型号、规格尺寸组织原材料,其机械性能和化学成分及其它技术性能,保证符合现行有关 标准和部颁标准,并附有出厂材料质量证明文件和合格证,我公司质检科按图纸要求对各种材料进行复查,报
监理工程师验收后方可施工。 ②、对各种板材及型钢复检合格,进行平直矫正预处理后,堆放整齐依顺序及工艺流程领料放样和下料。 ⑵、门叶放样下料、矫正 ①、按图纸结构制作工艺及工序流程,进行放样,放足一、二类焊缝部件周边刨坡口余量及整体焊接矫正收缩余量,做样板,然后转下道工序划线下料。放样中注意为分块运输而在闸门宽度方向布设的两条纵缝的位置,纵缝所经的面板、主梁、次梁等应错开,且错开均不小于20CM。 ②、横梁翼板、纵梁翼板工字钢梁、边梁翼板下料后,矫正平直放翼板与腹板拼装中心线。 ③、横梁腹板、边梁腹板、纵梁腹板、吊点板下料后,矫正平直,转下道工序。 ④、小横梁型钢加强筋板等部件下料矫正平直,(按施工图需要加工的部件进行外金加工)。 ⑤、面板及反向翼板下料按拼接工艺进行配料,面板拼接缝与其它任何拼装焊缝,错开不小于200毫米,放足对接坡口、对接后整体角方余量,转下道工序。 ⑥、以上材料件,经检查合格符合图纸及规范要求后,转下道工序拼装。 ⑶、门叶拼装、焊接和矫正 ①、面板及反向翼板拼焊根据施工图,依顺序进行拼接,用手工焊进行点焊,然后用
水准仪 进行面板操平,检验合格后施放各梁格拼装控制线,留足 接方余量。 ②、在面板上将各梁的位置放样,然后将顶底梁点焊在面板上,将另一边梁的腹板与翼板点焊,将主梁下翼板及腹板点焊固定在面板上与顶、底及一边梁联成一整体,将另一边梁腹板、翼板、主梁翼板点焊固定,形成一整体框架,进行闸门尺寸矫正,
水准仪操平。 ③、将纵梁、次横梁依次点焊到面板与大梁框架上。 ④、将各加强板固定操平。 ⑤、所有零件拼装好后,再进行加强点焊,然后用对称焊及分段退步焊将大梁背格及所有焊。@
钢坝闸门的安装 1:钢坝闸门在已完成一次混凝土施工的现场,按标记把7个钢坝闸门主转轴座、2个防水套与各自的预埋件用连接螺栓牢固连接,再分别就各自的预留坑位(适当气割割开安装时干涉的混凝土罗纹钢筋),用激光水准仪分别找正各个钢坝闸门主转轴座位置,要保证各转钢坝闸门轴座及防水套的基准线对齐、座(套)心在一条线上、各座底在同一水平面内(无激光水准仪也可在其上方空中架0.5mm钢丝基准,用铅垂吊线找正各钢坝闸门主转轴座的中心基准线位置,用条式一级水平仪、光学水平仪保证各主转轴座座底处同一水平面内),保证主转轴座与2个防水套的整体同轴度≤4毫米及它们的相对间距尺寸公差达IT13级标准(公差带对称布置)。 2:在各主转轴座位置正确后,用槽钢头等把钢坝闸门主转轴座预埋件、2个防水套牢固地与一次混凝土施工预留的罗纹钢筋焊接联接,保证下一步组装及二次混凝土施工不会改变它们的位置。 3:把各短转轴装入轴座,按标记装上压紧环(螺丝暂不收紧),套上定位环。按提供的书面标记记录从中间的主转轴座开始,向两边安装长转轴,安装时允许短转轴适当轴向的暂时移动,以便于铰制螺栓的连接操作 4:整个转轴的安装过程,务必要注意:A 相互连接零件的钢字码;B 配作时的基准线对准记号;C 转轴及拐臂等的周向方位不能错。D 注意密封铜垫的安装。 5:待转轴、拐臂都安装完毕,可以转动转轴,检验转轴的整体同轴度控制效果。满足要求后确定各定位环的实际位置,与相应的各短转轴配打M10螺孔并固定。 6:按记录的基准记号等开始安装叶片,钢坝闸门注意此时M24、M36连接罗纹上要涂罗纹密封胶或裹生料带,门叶间用适当涂以硫磺胶泥,再根据叶片的实际位置安装叶片搁凳的预埋件(含叶片搁凳)至正确位置;根据转轴的实际位置,安装下止水预埋件及下止水部件至正确位置。用槽钢头等把两者预埋件与一次混凝土施工预留的罗纹钢筋牢固地焊接联接。上述安装完毕组装暂停,对搁凳的预埋件坑及下止水预埋件坑进行混凝土二次施工。 7:清理现场,对整个钢结构再次密封处理,罩二度漆。 B:钢坝驱动装置、锁定器安装。@
以质量求发展,把好的海东螺杆式启闭机交付客户
海东螺杆式启闭机支持多种规格定制,24小时客服
坤禹水利机械有限公司多年海东螺杆式启闭机行业经验值得信赖海东坤禹水利机械有限公司奉行“ 螺杆式启闭机质量优先”的生产原则,并一贯遵循对每一道工序负责,对每一个 螺杆式启闭机产品负责,对每一位用户负责的质量方针,竭诚为用户服务,既要把生产设备的技术关,质量关,根据用户的具体需要,对设备进行合理的技术改造,以达到不同用户的要求,满足用户不同环境条件下的使用效果。
<坤禹水利机械有限公司>弧形铸铁闸门生产源头实体厂商,海东坤禹水利机械有限公司为您提供最新<坤禹水利机械有限公司>弧形铸铁闸门生产源头实体厂商产品案例,联系人:张先生,电话:13785833688、13785833688,QQ:,发货地:。















